


Weerg è un esempio modello di fabbrica 4.0, dove la produzione è costante e silenziosa, le macchine a controllo numerico funzionano in autonomia e gli interventi degli operatori sono sporadici, mentre tutto viene controllato costantemente dai monitor sui quali compaiono cruscotti grafici con le code di lavorazione e immagini dei processi in corso.
Tutti i macchinari sono moderni e di acquisto recente. In ordine di tempo l’ultima grande novità è stata l’apertura della divisione dedicata alla stampa 3D, basata sulla presenza di un solo modello di macchina: la HP MultiJet Fusion 4200.

Il capitolo della stampa 3D è stato aperto solamente quando le tecnologie presenti sul mercato hanno reso possibile il raggiungimento di ricavi e margini di uno spessore tale da giustificare l’investimento e la creazione di un processo produttivo. «L’idea di lavorare anche con il 3D c’era fin dall’inizio – spiega Matteo Rigamonti, fondatore di Weerg – ma solo con le HP MultiJet Fusion il processo è diventato interessante dal punto di vista economico. E appena sono state disponibili sul mercato siamo partiti». Weerg crede fortemente nella declinazione dell’additive manufacturing della tecnologia HP.
Da questa consapevolezza, supportata da obbiettivi di fatturato alti ma realistici, è scattata una scelta imprenditoriale a oggi basata su due investimenti significativi, fatti in tempi ravvicinati: nel maggio 2017 l’arrivo da 3DZ della prima MJF e a novembre 2017 la decisione di aumentare la produttività con l’acquisto di altre due macchine e di una seconda stazione di lavorazione. E com’era ampiamente prevedibile, la capacità produttiva oggi è nuovamente arrivata a saturazione.
Il processo di produzione 3D organizzato da Weerg è impeccabile e i numeri di lavorazioni giornaliere lo confermano. E si tratta di un passo importante nell’evoluzione dell’industria del 3D, inteso come additive manufacturing industriale. Ecco perchè quella della realtà di Marghera è una storia che va raccontata nel dettaglio.

Servizio garantito in tempi rapidi
Il sito di Weerg arriva subito al dunque, si tratta chiaramente di un service di lavorazioni CNC e 3D che esegue gli ordini in tempi rapidi. Nella sua essenzialità, quando è stato introdotto il servizio di stampa 3D è cambiato solo un elemento: vicino al pulsante “Preventivo online lavorazioni CNC” è comparso l’omologo “Preventivo online STAMPA 3D”. Dopo aver caricato il proprio file 3D e accettato il preventivo viene dato il via ad un processo di produzione complesso, organizzato nel dettaglio, che garantisce sempre un risultato di alta qualità. E non è poco.
Precisione e certezza del risultato sono da sempre aspetti determinanti nelle lavorazioni, in particolare quelle conto terzi o rivolte a una clientela di privati. A questi da Weerg si aggiunge un terzo elemento, fondamentale nel mercato online: la velocità di risposta e quindi di produzione. Ed è questo il grande vantaggio competitivo di questa azienda, tanto da diventarne il claim: “get your parts, very fast”.
Un aneddoto che abbiamo raccolto ci ricorda come il 3D si sia diffuso su scala planetaria. L’operatore di Weerg, Alessandro Carlotto ha un passato da grafico editoriale con ruoli di responsabilità. Dopo aver lasciato il posto fisso ha sperimentato altri settori ed è rimasto colpito dalla stampa 3D osservandola nel mondo dei maker. Così ha deciso di seguire un corso introduttivo su queste tecnologie (FDM/FFF) presso il FabLab di Venezia. Da quel corso si è sviluppata una vera passione e la ricerca di altre competenze, che da un anno sono confluite nel suo ruolo in Weerg.
La rapidità nella fornitura di un servizio risponde in pieno all’imperativo contemporaneo dell’e-commerce: ricevere prodotti a un prezzo chiaro e in poco tempo. Ma c’è differenza tra un servizio di vendita di prodotti finiti e confezionati e la produzione di pezzi unici e le piccole serie su richiesta.
La logica sulla quale si basa Weerg è anzitutto una, già nota in altri ambiti: il lavoro di progettazione viene fatto dal cliente che carica online solamente il file definitivo e dopo aver accettato la quotazione decide di procedere con l’acquisto. Quasi nessun intervento viene fatto manualmente in azienda e dal momento dell’acquisto parte il processo di produzione che nel giro di minimo tre giorni permette al cliente di ricevere l’oggetto finito.
Tempistiche così ristrette sono possibili perché «ogni elemento di artigianalità è stato ridotto al minimo o completamente eliminato, grazie principalmente a macchinari ad alta precisione ed estremamente automatizzati – come sottolinea Matteo Rigamonti – . L’obiettivo di Weerg è rendere il processo completamente industriale, allontanandoci quanto più possibile dall’artigianalità di altri sistemi di lavorazione 3D». Guardando Weerg da vicino si nota come siano due gli aspetti che ne caratterizzano il sistema di additive manufacturing: la specifica tecnologia HP e il “preventivatore” online che mostra istantaneamente il costo finale della lavorazione (da pagare altrettanto rapidamente tramite Paypal o entro sette giorni con bonifico bancario).
Lavorazione automatizzata
La tecnologia MultiJet Fusion ha cambiato le regole del gioco e reso possibile nuovi modelli produttivi. Descriverne le caratteristiche non è solo dovuto a una passione per la tecnologia, ma permette di comprendere la giornata lavorativa che ruota intorno a queste macchine HP e di osservare come finalmente la stampa 3D sia entrata in una logica di produzione e non solo di prototipazione.
A presentarci le macchine e il modus lavorandi è Alessandro Carlotto, operatore di Weerg che conosce alla perfezione ogni caratteristica della MJF e ne gestisce tre a rotazione, in un ciclo di lavoro che lo vede impegnato in modo continuo ma con ritmi non frenetici.

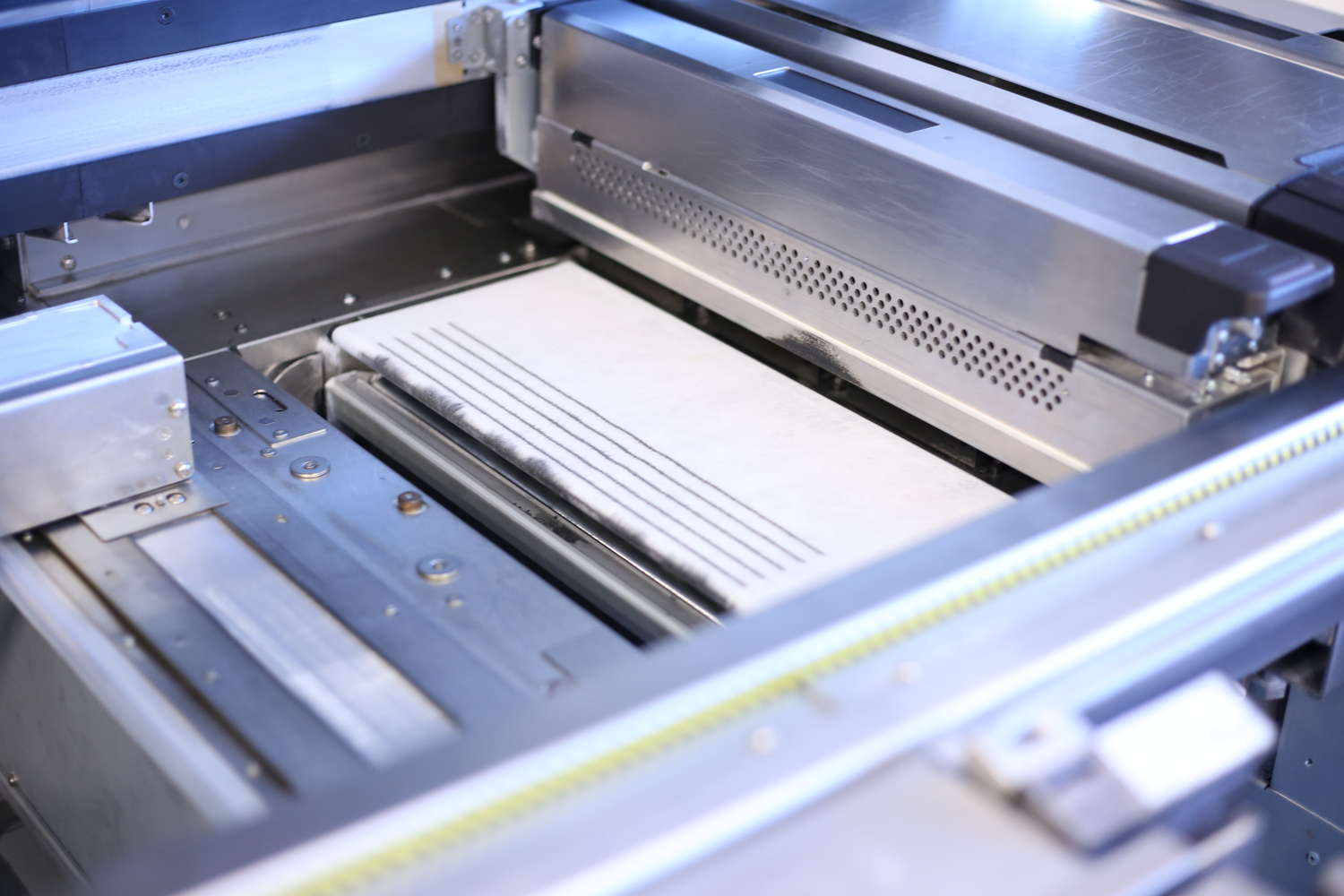
Carlotto alterna la gestione del ciclo di lavoro alle tre macchine di produzione con interventi alle due stazioni di lavorazione per liberare i pezzi dal Build. Il numero di macchinari non è paritario perché il tempo di raffreddamento dei pezzi è abbastanza lungo, circa 40 ore, e mentre i carrelli con i pezzi lavorati stazionano in un’area del locale, c’è tempo per lanciare altre stampe, controllare la coda degli ordini, fare la pallinatura con microsfere Lancet o eseguire il lavaggio e l’eventuale colorazione dei pezzi.
Nella fase di produzione la MJF lavora in totale autonomia, quindi quello che deve essere gestito è la cadenza delle altre attività. La sequenza di lavoro è chiara, come testimonia una stampa appesa a una parete e che indica il corretto flusso di lavoro, ma alcuni passaggi sono ancora in fase di test.
Sia HP che Weerg in un certo senso stanno conoscendo sul campo come la tecnologia MJF sia capace di rispondere ai carichi di lavoro ai quali è sottoposta. Quando l’esperienza evolve e nuove funzioni vengono implementate arrivano gli aggiornamenti software, installabili dalla porta USB presente sul monitor di comando. Gli aggiornamenti del firmware della MJF e della stazione di lavorazione sono rappresentati da un file unico.
Rigamonti si concede una battuta: «È un’attività completamente nuova. Stiamo sperimentando come fanno i veri pionieri, siamo come i fratelli Wright con le prime macchine volanti». Infine la manutenzione, perché tutte le macchine richiedono interventi di pulitura e taratura, e la MJF non può sottrarsi a questa regola. I voxel hanno una dimensione di 80 micrometri e sono molto volatili, portando ad una manutenzione costante, anche se breve, della macchina.
Alcuni interventi sono da effettuare ogni giorno, ma la vera manutenzione ordinaria (30 minuti in tutto) avviene una volta alla settimana e prevede la pulizia dei filtri, delle parti mobili del carrello del Build, dei tamponi, del rullo che distribuisce i voxel, del vetro che protegge le lampade di riscaldamento, del sensore della termocamera che monitora la temperatura del piano in lavorazione. Manutenzione a parte, le macchine sono totalmente autonome nella lavorazione, ed è il ciclo di gestione dell’ordine della clientela che definisce l’organizzazione di Weerg . E tutto comincia con l’accettazione del preventivo.
Come lavora il preventivatore
Dopo aver caricato il file trascinandolo nell’area di upload, in pochi secondi viene fornito il preventivo per numero di pezzi e in base al tempo di richiesta, da 3 giorni (urgente) a 10 giorni (normale). È questo che si aspetta il cliente: rapidità e chiarezza nel risolvere la sua esigenza di avere il pezzo finito.
È possibile aggiungere una verifica manuale del file per chiedere a un tecnico esperto di valutare la piena realizzabilità della geometria, ma anche definire il grado di resistenza meccanica del pezzo e la sua colorazione finale (oltre al grigio base infatti è possibile tingerlo di nero).
Tutte queste opzioni sono costi aggiuntivi che vanno a comporre il prezzo finale dell’ordine. Le spedizioni sono incluse per ordini al di sopra dei 250 euro e l’ordine minimo è di 9,90 euro + Iva. In pochi secondi si ha chiarezza di quanto si spenderà. Un sistema di questo tipo genera un’esperienza di acquisto decisamente positiva.
Matteo Rigamonti è soddisfatto del preventivatore, un asset che definisce buona parte del modello di business. «Creare un preventivatore non è per nulla facile, sono tante le variabili da considerare, anche quando, come nel caso della MJF, il materiale utilizzabile è uno solo. Il valore della lavorazione in ogni caso va fornito istantaneamente. Abbiamo sviluppato il preventivatore in collaborazione con l’Università e lo monitoriamo per migliorarlo con frequenza regolare».

La dinamica del workflow
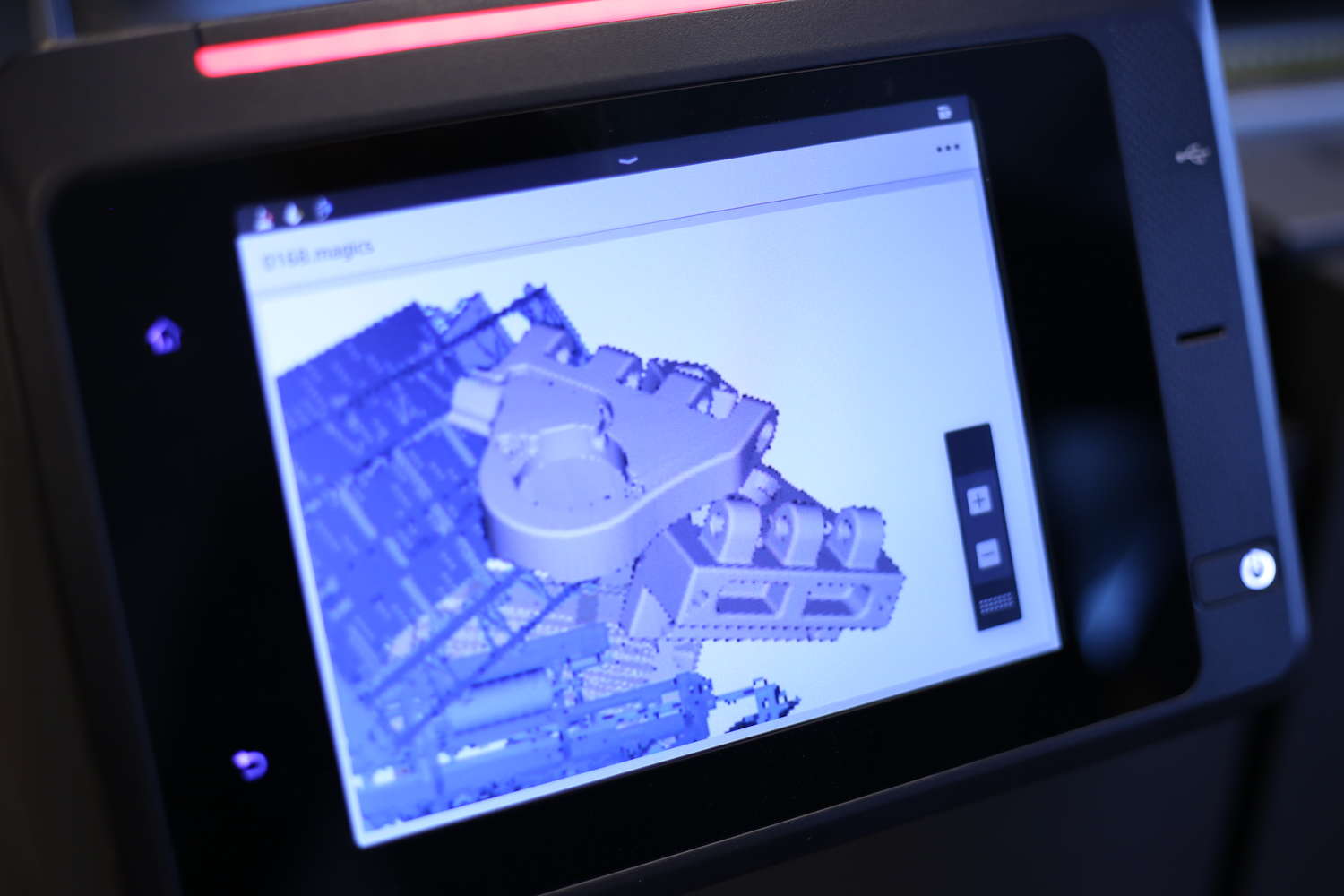
Il flusso di lavoro dopo il caricamento online e il pagamento è ben delineato: generazione di un Pdf con la distinta dei pezzi per il controllo finale del numero e della tipologia, generazione di una coda di stampa, invio alla macchina del file che gestisce la coda delle lavorazioni, sulla quale l’operatore interviene per dare priorità a una lavorazione o all’altra, in base ai tempi di consegna.
Tutte le HP MJF sono collegate in rete per ricevere e gestire i file, con la possibilità di salvarli in una memoria interna per eventuali ripetizioni della lavorazione.
I flussi di lavoro in realtà sono due, paralleli e alternativi: l’ordine con tempistiche ordinarie e quello urgente. Nel caso di ordini urgenti il carrello con le polveri da lavorare viene riempito solo parzialmente, ed è indicato come “Build Basso”. Le polveri vengono caricate fino a raggiungere la cubatura necessaria alla copertura di tutti i pezzi urgenti, che sono pochi e non vanno a occupare l’intero volume del Build. Il Build Basso si lavora più in fretta e si raffredda prima, permettendo di gestire l’urgenza in 3 giorni.
Sia in condizioni di ordine standard che urgente i tempi sono molto stretti e il calcolo delle possibili variabili è fondamentale per formalizzare processi con la garanzia di un servizio costante nel tempo.
Nella lavorazione standard viceversa l’ordine è indicato con priorità normale e viene lavorato insieme ad altri pezzi fino al riempimento massimo del Build. La massa dei pezzi da realizzare in questo caso può essere molto compatta, grazie alla massima libertà di posizionamento dei pezzi. Un Build intero impiega più tempo per raffreddarsi e l’attesa può arrivare a circa 40 ore.
In alcuni casi è possibile velocizzare il processo accelerando il raffreddamento in modo controllato nella stessa stazione di lavorazione. Ma si tratta di un’operazione rischiosa perché i pezzi delicati potrebbero rompersi o deformarsi a causa della rapida variazione termica. Quando i sensori dicono che il Build è completamente raffreddato, si passa all’aspirazione delle polveri non lavorate. Le stazioni di lavorazione gestiscono ottimamente il recupero dei voxel non utilizzati nella stampa, quindi della restante polvere l’85% può essere reinserito nel ciclo produttivo mentre un 15% deve essere sostituito da polvere completamente nuova.
Una volta liberati, i pezzi vengono puliti direttamente nella stazione di lavorazione, sia tramite aspirazione che con spatole medie e fini. Non essendoci materiale di sostegno il processo è molto rapido e non ci sono particolari interventi manuali se non liberare dai voxel eventuali scanalature molto sottili o fori ciechi.

L’unica vera post-produzione avviene con la pallinatura, che in alcuni minuti permette di pulire il pezzo dalle polveri non solidificate rimaste sulla superficie, tramite un getto d’aria a 1 bar di pressione e le microsfere Lancet, una formula esclusiva realizzata dai laboratori Weerg per ottenere il massimo risultato qualitativo.
Se invece i pezzi sono molto fragili la pulitura avviene totalmente a mano. Per evitare geometrie estreme a rischio rottura, Weerg ha pubblicato sul proprio sito le linee guida per la produzione del file e la resa finale che è possibile ottenere. Sono indicate chiaramente le specifiche del file, la finitura, le tolleranze fornite e la dimensioni minimi delle intercapedini. La qualità del modello rimane quindi totalmente a carico del progettista che si avvale del servizio.
Infine è necessario il lavaggio del pezzo e l’eventuale tintura a 60 gradi, se si desidera fornire al modello un colore nero intenso, che va a sostituire il grigio naturale dato dal colore bianco dei voxel imbevuto dell’agente dettagliante nero.
Una volta asciutto il pezzo è pronto per essere imbustato e inscatolato, pronto per l’arrivo del corriere, che si presenta in azienda alle 15 per le spedizioni all’estero e alle 16.30 per le destinazioni nazionali.
I processi di produzione della stampa 3D e delle lavorazioni CNC e le richieste e tipologie di clienti sono talmente differenti che è difficile immaginare una convergenza dei due processi produttivi, che infatti viaggiano in parallelo. Ed è solo nella fase finale, quello del delivering, che le due produzioni si incontrano, inscatolate, in attesa del corriere.

Un sistema in espansione
Come abbiamo detto in apertura, Weerg nasce come service professionale di fresatura CNC a 5 assi, per poi allargarsi, una volta che i tempi sono giunti a maturazione, all’additive manufacturing.
Che i numeri diano ragione a Matteo Rigamonti è un dato di fatto: in soli 19 mesi l’azienda ha ripagato l’investimento iniziale e ha iniziato a generare utili. Nello stesso periodo, un po’ prima, apriva la divisione 3D di Weerg. Uno sviluppo incalzante, che al momento non prevede una sosta: «l’azienda cresce troppo in fretta» dice Rigamonti ed è facile immaginarsi nuovi cambiamenti.
Quando possa espandersi Weerg nel service 3D al momento possiamo solo ipotizzarlo dato che il titolare non si è sbilanciato sulle sue mosse future. Ma il campo del 3D nella visione di HP è talmente aperto che si prospettano nuovi e interessantissimi sviluppi. A oggi i sistemi MultiJet Fusion utilizzano solo un materiale, il PA12, e il colore è il nero/grigio. Ma nuovi materiali sono in sperimentazione e vicini al lancio sul mercato. Le cose quindi cambiano molto rapidamente e chissà se un giorno potremo stampare device con già le tracce conduttive realizzate direttamente nello stesso processo produttivo.

{kind=link}